 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Proces extrúzie rúr
Ningbo Fangli Technology Co., Ltd. je výrobcom mechanických zariadení s takmer 30-ročné skúsenosti so zariadením na vytláčanie plastov, nové životné prostredie ochranu a nové materiálové vybavenie. Tu sme pripravili niekoľko komplexných úvod o extrúznom spracovaní rúr, ako je uvedené nižšie:
Potrubie je rúrka alebo dutý valec pre preprava tekutiny. Pojmy „rúrka“ a „rúrka“ sú takmer zameniteľné. „Trubica“ sa často vyrába na mieru a môže mať špecifickejšie veľkosti a tolerancie ako rúrka, v závislosti od aplikácie. Pojem „hadička“ môže byť tiež použiť na rúrky nevalcovej povahy (t. j. štvorcové rúrky). Termín „hadička“ sa vo väčšej miere používa v USA a „potrubie“ inde vo svete.
Potrubie môže byť špecifikované štandardnou veľkosťou potrubia označenia, ako napríklad Nominal Pipe Size (v USA), alebo nominálnym, vonkajším, príp vnútorný priemer a hrúbka steny. Mnoho priemyselných a vládnych noriem existujú na výrobu rúr a rúrok.
Väčšina rúr sa vyrába extrúziou, in-line so smerom extrúzie, matrice, kalibračného alebo kalibračného zariadenia alebo nádrž, nádrž na chladenie vodou, dopravník a rezačka, ak je to potrebné, a vzlietnuť zariadenia na konci linky. Linka môže obsahovať značkovacie zariadenie alebo a testovacie zariadenie. Dôležitou požiadavkou je pomerne rýchle ochladenie extrudátu v blízkosti matrice pri zachovaní kontroly nad rozmermi a vlastnosťami.
Zahrnuté v procesoch sú rôzne techniky na kontrolu rozmerov/veľkostí, ktoré sú buď voľne ťahané taveniny (zvyčajne pre rúrky s malým priemerom) alebo funkcie dimenzovania. Celkové náklady na výroba potrubia by mohla zahŕňať materiálové náklady až 80 %. Cieľom je vždy získať prísnejšiu kontrolu tolerancie na zníženie spotreby materiálu. Používajú sa rozmerové a/alebo hrúbkové kalibračné kotúče rôznych konštrukcií.
Kombinácia vlastností taveniny, rýchlosť rýchlosť linky, vnútorný tlak vzduchu a rýchlosť chladenia ovplyvňujú veľkosť trubice. Pomer vyťahovania taveniny z matrice do vodného chladenia žľabu priamo súvisí s konečnou veľkosťou rúrky. Záležiac na spracovávané plasty, pomer sa pohybuje od 4/1 do 10/1. Použitie nízkych pomerov pomáha minimalizovať vytlačené napätie, ktoré môže viesť k problémom súvisiacim s zmršťovanie a praskanie pod napätím.
V závislosti od vlastností spracovávané plasty, môže dôjsť k zmršteniu do 24 hodín po opustenie spracovateľskej linky. Rúrka alebo potrubie môžu byť tiež podrobené žíhanie a iné podmienky, ktoré by mohli ovplyvniť stupeň zmrštenia.
Existuje mnoho rôznych spôsobov potrubia a rúrky produkty používané pri pohybe kvapalín, plynov, pevných látok atď. Môžu byť tvarované tak, aby poskytovali dekorácie, bezpečnostné podpery atď.
Kroky na zníženie nákladov na spracovanie plastov potrubia zahŕňajú:
1) Pracujte na minimalizáciu vonkajšieho priemeru (OD) a tolerancie vnútorného priemeru (ID);
2) Zlepšenie kvality a vlastností potrubia prostredníctvom štúdia výsledkov s použitím zložiek a postupov miešania;
3) Skráťte čas nastavenia spustením pomôcky a automatizačné systémy;
4) Rozvíjať úspory elektrickej energie spotreba optimalizáciou extrudéra; a
5) Použitie účinných matríc, chladiacich nádrží, sťahovákov a vzletového vybavenia.
Kontrola tolerancie sťahovákov je kritické pre minimalizáciu
OD a ID rozmery, najmä menšie veľkosti rúrok.
Veľmi malá zmena rýchlosti sťahovania môže drasticky ovplyvniť ich rozmery a odpad z plastov.
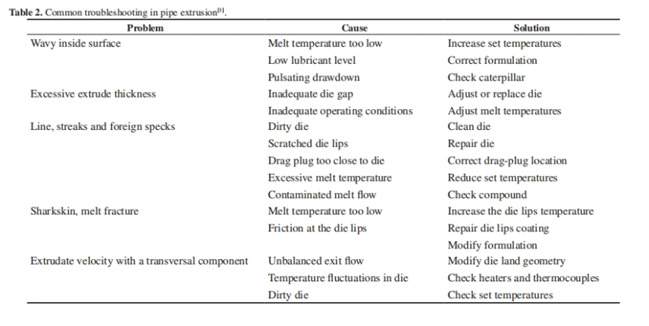
V tabuľke nižšie sú uvedené najbežnejšie riešenie problémov pri vytláčaní rúr.
Vyššie uvedené sa týka vytláčania rúr pokrok v nádeji, že vám poskytne nejakú pomoc. V prípade potreby vitajte kontaktuj nás.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Odoslať dopyt


X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov