 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Optimalizácia regulácie teploty na zdvojnásobenie účinnosti procesu extrúzie s dvoma závitovkami
Ningbo Fangli Technology Co., Ltd.je avýrobca mechanických zariadenís viac ako 30-ročnými skúsenosťamizariadenie na vytláčanie plastových rúr, nová ochrana životného prostredia a nové materiálové vybavenie. Od svojho založenia sa Fangli vyvíjal na základe požiadaviek používateľov. Prostredníctvom neustáleho zlepšovania, nezávislého výskumu a vývoja v oblasti základnej technológie a trávenia a absorpcie pokročilých technológií a iných prostriedkov sme sa vyvinuliLinka na vytláčanie PVC rúr, Linka na vytláčanie rúr PP-R, PE vodovodná / vytláčacia linka plynovodu, ktorý odporučilo čínske ministerstvo výstavby nahradiť dovážané produkty. Získali sme titul „Prvotriedna značka v provincii Zhejiang“.
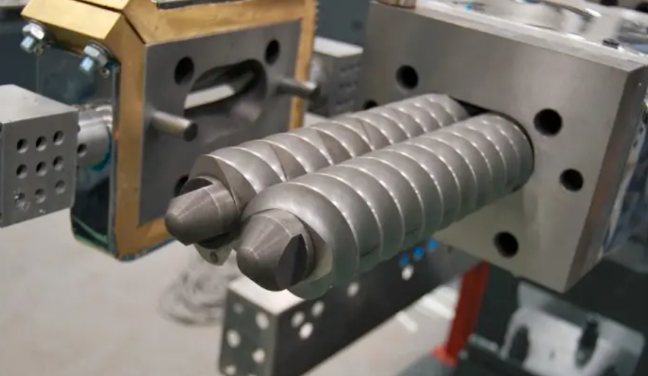
Dvojzávitovkové vytláčanie je jedným z kľúčových procesov pri spracovaní polymérov. Jeho stabilná prevádzka a kvalita konečného produktu vo veľkej miere závisia od presného riadenia procesu, ktorého jadrom je kontrola teploty.
Kvôli zložitosti modelov zariadení, konfigurácií skrutiek a rôznorodosti materiálov sú optimálne parametre procesu často odvodené z dlhodobého experimentovania a nahromadených skúseností. Nasleduje stručný úvod do niekoľkých kľúčových faktorov súvisiacich s teplotou v procese vytláčania s dvoma závitovkami.
01 Teplota procesu vytláčania
Pri navrhovaní teploty procesu extrúzie je potrebné zvážiť veľa faktorov. Primárnym hľadiskom je najvyšší bod topenia medzi materiálovými zložkami. Napríklad v polypropylénovej predzmesi má polypropylénový nosič najvyšší bod topenia pri 170 °C, takže procesné teploty pre každú zónu sú nastavené okolo 170 °C. To sa samozrejme môže líšiť v závislosti od spôsobu ohrevu; teploty sa líšia medzi odporovým ohrevom a elektromagnetickým indukčným ohrevom, pričom druhý je zvyčajne nižší.
Po druhé, procesná teplota súvisí s veľkosťou zariadenia a rýchlosťou výroby. Vyšší výkon vyžaduje viac tepla na zmäkčenie a roztavenie materiálu, čo si vyžaduje vyššiu procesnú teplotu. Teplota je tiež navrhnutá segmentovo na základe potreby dopravy a strihu. Vyššia teplota znižuje viskozitu materiálu a šmykovú silu, zatiaľ čo nižšia teplota zvyšuje viskozitu a šmykovú silu. Úpravy procesnej teploty by mali zohľadňovať aj ďalšie fyzikálne vlastnosti materiálu, ako je viskozita.
02 Teplota hrdla podávania
Kľúčom k nastaveniu teploty podávacieho hrdla je zabrániť prilepeniu materiálu na závitovku, čo by bránilo normálnemu podávaniu. Aby sa umožnilo skoršie roztopenie materiálu na šmykovú disperziu, teplota prívodného hrdla by mala byť čo najbližšie k bodu topenia nosiča bez toho, aby došlo k lepeniu. V niektorých prípravkoch sú prísady s nízkou teplotou topenia prítomné vo veľmi malých množstvách. Aj keď sa roztavia, výrazne neovplyvnia celkovú dopravu materiálu, takže ich vplyv na teplotu procesu je minimálny.
Niektoré formulácie však obsahujú veľa materiálov s nízkou molekulovou hmotnosťou. Mierne zvýšené teploty v kombinácii s teplom prenášaným z vykurovacích zón po prúde cez závitovku môžu spôsobiť predčasné roztavenie týchto materiálov v prívodnom hrdle, čo vedie k adhézii materiálu a zlyhaniu podávania. Preto počas zahrievania pred spustením musí byť zóna podávania udržiavaná na nízkej teplote. Na udržanie tejto nízkej teploty môže byť potrebné aktivovať chladenie. V opačnom prípade môže po spustení nastať prekĺznutie skrutky a problémy s podávaním. Aby sa predišlo abnormalitám pri spúšťaní, je často lepšie najprv nastaviť teploty konvenčne a potom po spustení znížiť teplotu podávacej zóny.
03 Teplota ventilačného portu
Vo všeobecnosti je potrebné primerane znížiť teplotu vetracieho otvoru. Teoreticky, aby sa zabránilo ľahkému vytekaniu taveniny a spôsobeniu odvzdušňovania, mali by sa nastaviť teploty v zóne pred a za odvetrávaním. Toto nastavenie zaisťuje, že materiál ľahko prúdi dopredu, ale má problémy s prúdením nahor a von z vetracieho otvoru. V podmienkach stabilného, rýchleho prietoku, dobrej disperzie a nízkeho tlaku taveniny však nemusia byť potrebné špeciálne úpravy teploty odvzdušňovacieho otvoru. Mnoho operátorov preto nevenuje tomuto parametru veľkú pozornosť.
04 Teplota sekcie miešania
Miešacia časť je kritickou oblasťou pri výrobe predzmesi s dvoma závitovkami. Jeho regulácia teploty súvisí s požiadavkami na šmykovú silu. Jeho kľúčovou funkciou je šmyková disperzia pigmentov a šmyková sila je úzko spojená s teplotou: príliš vysoká teplota znižuje viskozitu taveniny a šmykovú silu. Primerane nižšia teplota zvyšuje viskozitu, čo vedie k lepšej disperzii v šmyku. Veľkosť šmykovej sily často priamo ovplyvňuje hlavný prúd motora. Preto skúsení operátori upravujú procesnú teplotu v tejto zóne na základe zmien hlavného prúdu motora.
05 Die HeadTeplota
Konštrukcia teploty vytláčacej hlavy: Keď tavenina vstupuje do vytláčacej hlavy a má byť vytlačená na peletizáciu (či už peletizáciou prameňov, vodným krúžkom alebo peletizáciou pod vodou), je vo všeobecnosti potrebné vhodne znížiť teplotu. Testovaním je možné určiť teplotu extrudátu, pričom sa zaznamená jeho rozdiel od teploty taveniny vo vnútri valca. Okrem toho, ak je vybavený priebežným meničom sita, trvanie a úspešnosť procesu výmeny sita často súvisí s viskozitou a rýchlosťou toku taveniny, čo je možné riadiť nastavením teploty vytláčacej hlavy.

Ďalšie faktory ovplyvňujúce teplotu
06 Ovládanie rýchlosti podávača
Regulácia rýchlosti podávača priamo ovplyvňuje výstup. Počas stabilnej výroby sa rýchlosť vytláčania rovná rýchlosti posuvu. Zmena rýchlosti podávača mení výkon a súčasne ovplyvňuje proces. Zvýšením rýchlosti podávača sa do závitovky pridá viac materiálu, čím sa efektívne zníži procesná teplota; naopak, zníženie rýchlosti podávača efektívne zvyšuje procesnú teplotu. Zmeny rýchlosti podávača tiež ovplyvňujú kvalitu rozptylu produktu. Preto treba úpravy rýchlosti podávača posudzovať holisticky s cieľom dosiahnuť stabilný proces výroby predzmesi a zabezpečiť kvalitu finálneho produktu.
07 Rýchlosť hlavnej skrutky
Rýchlosť hlavnej skrutky je rýchlosť otáčania skrutiek. Pri konštantnej rýchlosti posuvu zmena rýchlosti hlavnej závitovky len krátkodobo ovplyvňuje rýchlosť vytláčania, kým sa postupne vráti do normálu. Kľúčová úloha rýchlosti závitovky spočíva v šmykovej disperzii, ktorá je ďalším kritickým faktorom kontroly kvality produktu. To si vyžaduje koordináciu medzi teplotou a šmykovou rýchlosťou. Niektoré výrobky vyžadujú vysoký strih, čo si vyžaduje vyššiu rýchlosť skrutky. Iné vyžadujú nízky strih, vyžadujúce nižšie rýchlosti – samozrejme, dosiahnutie nízkeho strihu môže zahŕňať aj úpravy procesnej teploty. Každý stroj má maximálnu povolenú rýchlosť, ktorá sa musí dodržiavať s primeranou bezpečnostnou rezervou.
08 Tlak taveniny
Tlak taveniny sa všeobecne udržiava pod 1 MPa. Súvisí s veľkosťou ôk sita, účinnosťou disperzie pigmentu, teplotou topenia a viskozitou. Menšie sito, horšia disperzia pigmentu a nižšia viskozita taveniny vedú k vyššiemu tlaku; naopak, tlak je nižší. Tlak taveniny je komplexným odrazom viacerých faktorov; vyhnúť sa zjednodušujúcim alebo svojvoľným úsudkom založeným len na ňom. Môže však slúžiť ako užitočná referencia na úpravu procesu a monitorovanie stavu disperzie produktu.
09 Konfigurácia a výmena balíka obrazovky
Sitá plnia funkcie, ako je filtrácia a zvýšenie šmyku tým, že spôsobujú spätný tok taveniny. Mali by byť primerane nakonfigurované a nahradené podľa špecifických požiadaviek na produkt a kvalitu.
10 Zameranie na životné prostredie preDvojzávitovkové extrudéry
Kľúčovými environmentálnymi problémami pre dvojzávitovkové extrudéry sú: po prvé, prach v prívodnom hrdle; po druhé, plyny z ventilačných otvorov a lisovacej hlavy; a po tretie, úprava chladiacej vody. Malo by sa vynaložiť úsilie na ich komplexné zachytenie, filtrovanie a zber na účely správnej likvidácie.

Stručne povedané, teplota je hlavnou premennou, ktorá prechádza celým procesom vytláčania s dvoma závitovkami. Je úzko spätý s parametrami, ako je rýchlosť posuvu, rýchlosť závitovky a tlak, ktoré spoločne určujú tavenie, dopravu, disperziu, odvetrávanie a konečné tvarovanie materiálu. Stabilný, vysokokvalitný proces extrúzie sa spolieha na presnú a holistickú kontrolu teplotného systému.
Ak potrebujete ďalšie informácie,Ningbo Fangli Technology Co., Ltd.víta váš dopyt. Poskytneme odborné technické poradenstvo alebo návrhy na obstarávanie zariadení.
Odoslať dopyt


X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov