 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Úvod do procesu vytláčania rúr, zariadení, nedostatkov kvality atď.
Ningbo Fangli Technology Co., Ltd.je avýrobca mechanických zariadenís viac ako 30-ročnými skúsenosťamizariadenie na vytláčanie plastových rúr,nová ochrana životného prostredia a nové materiálové vybavenie.Od svojho založenia sa Fangli vyvíjal na základe požiadaviek používateľov. Prostredníctvom neustáleho zlepšovania, nezávislého výskumu a vývoja v oblasti základnej technológie a trávenia a absorpcie pokročilých technológií a iných prostriedkov sme sa vyvinuliLinka na vytláčanie PVC rúr,Linka na vytláčanie rúr PP-R, PE vodovodná / vytláčacia linka plynovodu, ktorý odporučilo čínske ministerstvo výstavby nahradiť dovážané produkty. Získali sme titul „Prvotriedna značka v provincii Zhejiang“.
I. Tok procesu
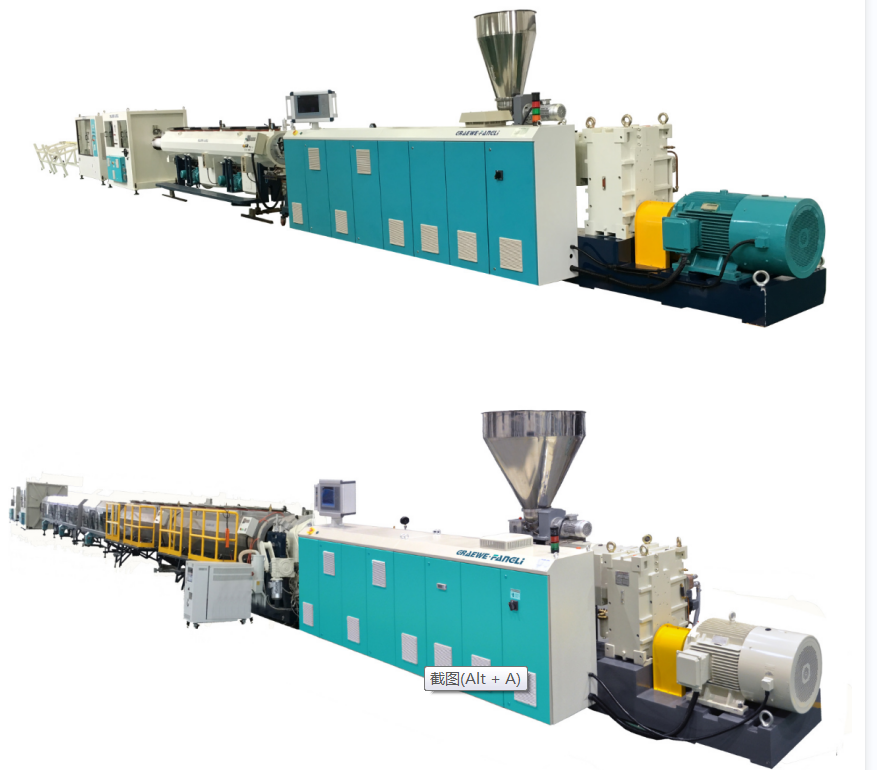
V súčasnosti sú PVC a PO rúry najobjemnejšími výrobkami na domácom aj medzinárodnom trhu.Obrázok 1ukazuje vývojový diagram výrobného procesu pre polyolefínové (PO) rúry. Plast sa privádza do prstencovej štrbinovej matrice (2) závitovkou ako rovnomerne plastifikovaná tavenina, ktorá vytláča predlisek rúry. Toto okamžite vstupuje do kalibračnej jednotky (3) na chladenie a dimenzovanie, potom sa podrobuje ďalšiemu dostatočnému chladeniu v chladiacej nádrži (4). Rúrka sa vyťahuje konštantnou rýchlosťou pomocou nastaviteľnéhoodťahová jednotka(6)a nakoniec narežte na určené dĺžky rezačkou (7). Tenkostenné rúry s priemerom pod 160 mm je možné navíjať na kotúče (9).

Obrázok 1 Schematický diagram toku výrobného procesu PO potrubia
1---Extrudér; 2---PipeZomrieť; 3---Kalibračné puzdro;
4---Vákuové kalibračné chladenie; 5---Chladiaca nádrž;
6---Odťahová jednotka; 7---Rezačka;
8---Tlačiareň; 9---Navíjačka
II. Proces a vybavenie
Na výrobu PO rúr, avysokoúčinný jednozávitovkový extrudérby sa malo vybrať. Privádzacia zóna využíva axiálne drážkovaný valec. Pomer dĺžky a priemeru skrutky (L/D) je 30–33:1. Konštrukcia závitovky je dvojstupňová s premenlivou hĺbkou a stúpaním: stúpanie v podávacej časti je menšie ako priemer závitovky, zatiaľ čo stúpanie v taviacej a homogenizačnej časti je väčšie ako priemer závitovky. Na zvýšenie účinnosti miešania sú niektoré závitovky vybavené ďalšími prvkami miešacej hlavy. Tento typ jednozávitovkového extrudéra ponúka relatívne vysoký výkon a dobrú plastifikáciu. Napríklad jednozávitovkový extrudér s priemerom závitovky 90 mm môže dosiahnuť výkon presahujúci 600 kg/h. Okrem toho výroba PO rúrok plnených uhličitanom vápenatým, síranom bárnatým, drevitou múčkou alebo sklenenými vláknami typicky využíva súbežne rotujúce dvojzávitovkové extrudéry.
Výroba PVC rúr je v zásade podobná ako výroba PO rúr. Bežne používané sú protibežné kužeľové respparalelné dvojzávitovkové extrudéryumožňujúce priame vytláčanie prášku suchej zmesi. Ich výkon sa pohybuje od 10 kg/h pre rúry s malým priemerom do 1100 kg/h pre rúry s veľkým priemerom. Skrutkový pomer L/D sa zvýšil z posledných 18:1 na 25:1. Napríklad, advojzávitovkový extrudérs priemerom skrutky 90 mm môže dosiahnuť výkon presahujúci 300 kg/h.
Ako je možné vidieť na obrázku 1, zariadenie na vytláčanie rúrok po prúde pozostáva hlavne z nádrže na chladiacu vodu,odťahová jednotka, rezačka, navíjačka, alebo výpis tabuľky.
Keď potrubie vychádza z kalibračnej a chladiacej jednotky, nie je úplne ochladené na izbovú teplotu. Ak sa ďalej nechladí, teplotný gradient existujúci v radiálnom smere steny rúry môže spôsobiť, že už vytvrdnutá vonkajšia vrstva opäť zmäkne v dôsledku zvýšenia teploty, čo vedie k deformácii. Na druhej strane musí rúra odolať aj namáhaniu odťahovacieho, rezacieho a navíjacieho zariadenia. Preto je potrebné odstrániť zvyškové teplo, čím sa potrubie ochladí na izbovú teplotu. Spôsoby chladenia zahŕňajú vodný kúpeľ a chladenie rozprašovaním. V chladiacej nádrži s vodným kúpeľom by hladina vody mala úplne ponoriť potrubie. Nádrž je rozdelená na niekoľko častí. Vstup chladiacej vody je nastavený v poslednej sekcii, čo spôsobuje, že smer prúdenia vody je opačný k smeru vytláčania potrubia, čím sa vytvára teplotný gradient chladenia. Výsledkom je postupnejšie ochladzovanie potrubia a nižšie vnútorné napätie. Vzdialenosť medzi nádržou na chladiacu vodu a kalibračnou/chladiacou jednotkou by nemala presiahnuť jednu desatinu celkovej dĺžky chladenia; inak sa teplotný rozdiel medzi vonkajšou stenou potrubia a chladiacou vodou môže nadmerne zvýšiť. Hoci metóda vodného kúpeľa je jednoduchá, teplotné rozdiely medzi hornou a spodnou vrstvou vody v nádrži môžu spôsobiť nerovnomerné chladenie a ohýbanie potrubia. Okrem toho vztlakové sily pôsobiace na potrubie môžu ľahko spôsobiť deformáciu, čo robí tento spôsob obzvlášť nevhodným na chladenie potrubí s veľkým priemerom.
Funkciajednotka na vyťahovanie rúrokje poskytnúť určitú vyťahovaciu rýchlosť a silu už dimenzovanej a ochladenej rúre, čím sa prekoná trecia sila generovaná dimenzovacím zariadením na rúre, čím sa rúra pritiahne konštantnou rýchlosťou k navíjaciemu alebo vyklápaciemu stolu. Odťahová jednotka je jedným z kľúčových prvkov následného zariadenia na výrobu rúr a musí spĺňať nasledujúce požiadavky.
(1)odvozrýchlosť sa musí dať plynule a plynulo nastavovať, aby sa zabezpečila konštantná rýchlosť odťahu. Nestabilná rýchlosť vyťahovania spôsobí kolísanie priemeru potrubia. Rýchlosť vyťahovania musí byť úzko koordinovaná s rýchlosťou vytláčania. Hrúbka steny potrubia sa nastavuje reguláciou rýchlosti vyťahovania: pomalšia rýchlosť vyťahovania vedie k hrubším stenám, vyššia rýchlosť vedie k tenším stenám. Výber správnej rýchlosti odťahu je efektívna metóda na zabezpečenie rozmerovej zhody produktu. Moderné konštrukcie môžu dosiahnuť maximálnu rýchlosť vyťahovania až 30 m/min.
(2)Konštantaodvozsila musí byť zachovaná, bez akéhokoľvek javu push-pull, inak môže spôsobiť defekty zvlnenia povrchu na potrubí. Vyžaduje sa aj dostatočná odťahová sila. Požadovaná ťažná sila sa zvyšuje s kontaktnou plochou a dimenzovaním radiálneho tlaku. Pre rúry s malým a stredným priemerom je ťažná sila vo všeobecnosti 100–600 N; pre rúry s veľkým priemerom je to zvyčajne 800 - 10 000 N.
(3) Upínacia silaodťahová jednotkachápadlo by malo byť nastaviteľné a schopné uchopiť rúry rôznych priemerov bez toho, aby spôsobilo poškodenie alebo deformáciu povrchu. V súčasnosti sa široko používajú chápadlá typu húsenice. Tie pozostávajú z 2 až 12 dráh rovnomerne usporiadaných okolo potrubia. Dráhy sú osadené určitým počtom gumových/plastových upínacích blokov, väčšinou konkávnych alebo šikmých, aby sa zväčšila plocha vyvíjajúca radiálny tlak na potrubie. Nastavenie upínacej sily sa dosahuje pomocou pneumatického, hydraulického mechanizmu alebo mechanizmu vodiacej skrutky s maticou. Počet stôp sa zvyšuje s priemerom potrubia.
Po vytiahnutí rúry na určitú dĺžku je potrebné ju odrezať. Frézy sa dodávajú v rôznych typoch, ktoré sa vyberajú podľa priemeru rúry a hrúbky steny, typu materiálu, dĺžky rezu, kvality rezu, tvaru rezu atď. Automatické rezačky gilotínového typu a kotúčové radiálne píly sú vhodné na rezanie rúr malého a stredného priemeru; planétové automatické rezačky sú vhodné pre rúry s veľkým priemerom. Po prijatí príkazu na rezanie fréza uchopí rúru pomocou svorky a pohybuje sa v smere odťahu rúry, pričom dokončí rezanie. Po rezaní ho pneumatický mechanizmus zatlačí späť do resetovacej polohy.
Navíjací a vyklápací stôl. Len rúry, ktoré sa pri ohýbaní nedeformujú, sa navíjajú do zvitkov pomocou navíjača, s automatickým rezaním a vykladaním. Lineárna rýchlosť navíjania je synchronizovaná s rýchlosťou vytláčania a možno ju plynule nastavovať. Keď je rýchlosť vytláčania nižšia ako 2 m/min, všeobecne sa používa jednopolohový navíjač; keď rýchlosť vytláčania presiahne 2 m/min, mal by sa použiť dvojstaničný alebo dokonca viacpolohový navíjač.
III. Kľúčové faktory na kontrolu porúch potrubia
Podľa poradia toku procesu na obrázku 1 sú kľúčové súvisiace faktory na elimináciu nedostatkov kvality uvedené nižšie.
(1)Sekcia kŕmenia:Formulácia surovín; tvar a veľkosť surovín; metóda farbenia; metóda sušenia; miešanie prebrúseného/recyklovaného materiálu; druhy a dávkovanie prísad; chladiaca kapacita hrdla násypky.
(2)Extrudér: Priemer skrutky; skrutkový pomer L/D; skrutkový kompresný pomer; typ konštrukcie skrutky; rýchlosť skrutky; výkon ventilácie; regulácia teploty skrutky; ovládanie ohrevu a chladenia suda; teplotné profily pozdĺž zón extrudéra; krútiaci moment extrudéra; spotreba energie; adaptér; výber a ovládanie teploty pre menič obrazovky; typ balenia obrazovky a špecifikácia.
(3)Zomrieť:Die gap; dĺžka pozemku; typ štruktúry matrice; tvar prietokového kanála; distribúcia taveniny; nastavenie a kontrola teploty; tlak hlavy; kontrola hrúbky steny.
(4) Kalibrácia a chladenie:Metóda kalibrácie; rozmery kalibrátora; úroveň vákua vákuovej skrinky alebo tlak vzduchu a dĺžka trubice na kalibráciu vnútorného tlaku; utesnenie kalibračného systému; čas kalibrácie; prietok chladiacej vody; teplota chladiacej vody; spôsob chladenia.
(5)Nádrž na chladiacu vodu:Spôsob chladenia; usporiadanie vodovodného potrubia; prietok chladiacej vody; dĺžka chladiacej nádrže; teplota chladiacej vody; účinnosť chladenia potrubia.
(6)Odťahová jednotka: Rýchlosť a ovládanie odťahu; kalibrácia ťažnej sily; upínacia sila a ovládanie; počet dráh a efektívna dĺžka; povrchová tvrdosť a tvar upínacích blokov; odťahová kontaktná plocha.
(7) Rezačka: Typ frézy; profil zubov pílového listu a materiál; resetovací mechanizmus; zber triesok a odstraňovanie prachu; kontrola hluku; nastavenie limitného systému; upínací mechanizmus; pohonný systém a výkon; automatický akčný systém rezania.
(8)Navíjací a vyklápací stôl: Kontrola napätia; povelový systém dĺžky strihu; výber navíjacej stanice; priemer vinutia; indikácia činnosti skládky; lineárna rýchlosť navíjania.
(9) Príloha:Podmienky pre automatizovanú výrobu:Meranie hrúbky steny; kontrola vonkajšieho priemeru; meranie hmotnosti a štatistika výroby; stav prevádzky zubového čerpadla taveniny; systém centrovania matrice.
Ak potrebujete viac informácií,Ningbo Fangli Technology Co., Ltd.vítame vás, aby ste sa obrátili na podrobný dopyt, poskytneme vám profesionálne technické poradenstvo alebo návrhy na obstarávanie vybavenia.
Odoslať dopyt


X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov