 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Linka na vytláčanie trojvrstvových kompozitných PP rúr
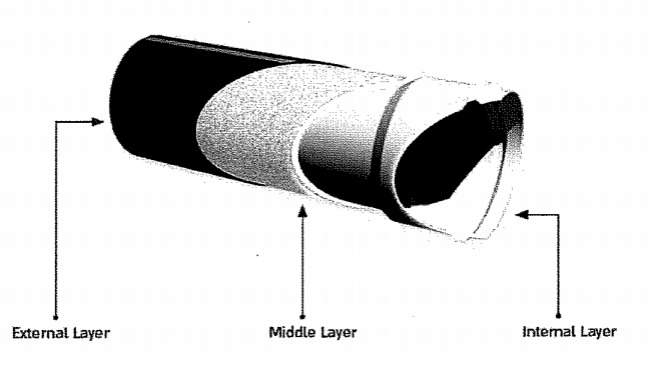
Pipemá tri vrstvy, ktoré poskytujú najvyšší mechanický výkon:
1.Vonkajšia čierna PP vrstva poskytuje vynikajúcu odolnosť proti nárazu a dlhodobú UV ochranu;
2. Stredná vrstva PP-MD poskytuje vysokú mechanickú odolnosť a vynikajúcu zvukovú izoláciu;
3. Vnútorná vrstva s nízkym trením, biela PP vrstva poskytuje najlepší prietokový výkon, vysokú odolnosť voči chemickým činidlám a kontrast s vysokým rozlíšením pre vizuálne sledovanie.
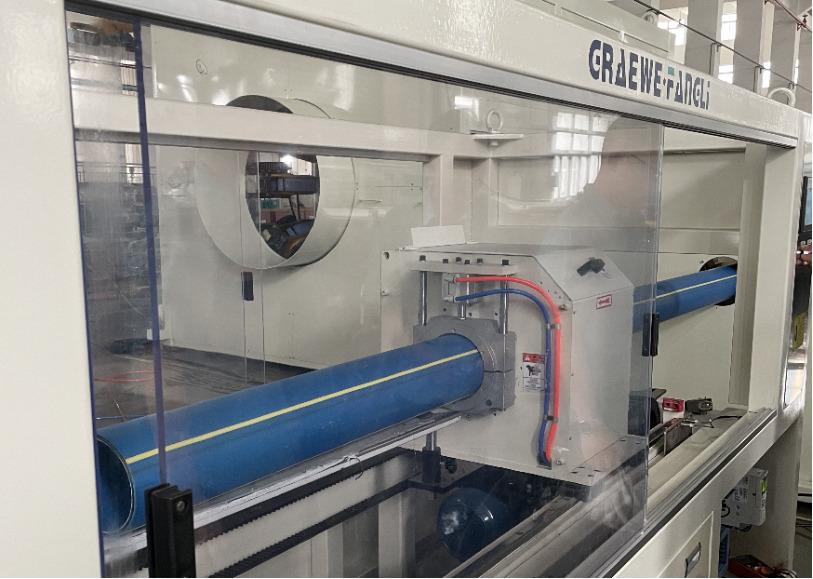
Ningbo Fangli Technology Co., Ltd.je avýrobca mechanických zariadenís takmer 30-ročnými skúsenosťamizariadenie na vytláčanie plastových rúr, nová ochrana životného prostredia a nové materiálové vybavenie. Tu by sme sa chceli predstaviťnášLinka na vytláčanie trojvrstvových kompozitných PP rúr 160 série Gpre vás pre referenciu:
Linka na vytláčanie trojvrstvových kompozitných PP rúrok série G 160je nový vylepšený produkt. Je vhodný na výrobu plastových rúr PE, PPR, PPC, PP atď. Je vysoko automatický, stabilný a spoľahlivý, vysoko efektívny a tak ďalej.
Proces zlinka na výrobu trojvrstvových kompozitných rúr:
Po prvé, SFPE materiály, ktoré boli predsušené, sa naplnili do násypky; čo sa týka závitovkového sústruženia, PE materiály sa privádzajú do jednozávitovkového extrudéra.
Po druhé, materiály sa roztopia po prechode ohrievacím valcom a trením skrutky; preto materiál veľmi ľahko tečie a tvaruje.
Po tretie, taviaci materiál prechádza cez adaptér vyhrievacej matrice, kalibračnú manžetu, vákuovú kalibračnú nádrž a sprejovú nádrž, potom sa stáva očakávaným produktom.
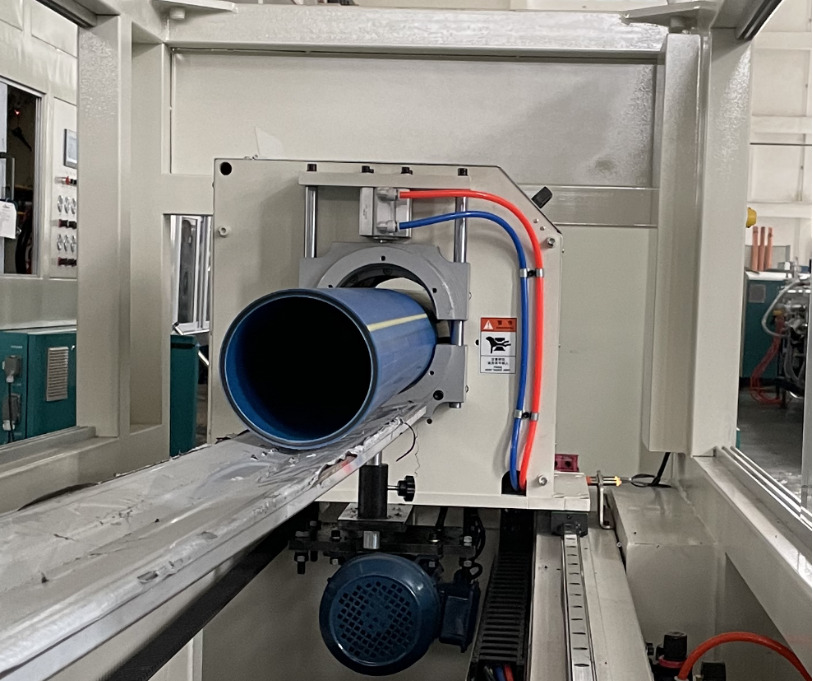
Po štvrté, potrubie je ťahané húsenicovou trakčnou jednotkou a je poslané do rezačky, kde je potrubie odrezané podľa vopred nastavenej dĺžky; zároveň sa pomocou odstraňovača prachu odstráni rezný prach.
Po piate, potrubie s pevnou dĺžkou sa odošle do skladovacieho stola, ktorý má funkciu automatického vykladania.
Komponenty160G trojvrstvový kompozitPPlinka na vytláčanie rúrnasledovne:
1.Vysokoúčinný jednozávitovkový extrudér série FLSJ-G, FLSJ60-36AG: extrúzia strednej vrstvy;
2.Vysokoúčinný jednozávitovkový extrudér série FLSJ-G, FLSJ45-36AG, 2 jednotky: jedna pre extrúziu vonkajšej vrstvy, jedna pre extrúziu vnútornej vrstvy;
3.Viacvrstvová matrica extrudéras označovacím potrubím;
4.Jednoskrutkový koextrudérpre označovacie prúžky;
8.Odvoz: húsenicový ťah;
9.Elektrický rezací stroj bez triesok;
Ak potrebujete viac informácií, spoločnosť Ningbo Fangli Technology Co., Ltd. vás víta, aby ste zavolali na podrobný dopyt, poskytneme vám profesionálne technické poradenstvo alebo návrhy na obstarávanie zariadení.
Odoslať dopyt


X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov