 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Typy plastových rúr s veľkým priemerom pre offshore inžinierstvo
Ningbo Fangli Technology Co., Ltd., ako výrobca s takmer 30-ročnými skúsenosťami so zariadením na výrobu extrudérov, máme veľa skúseností s výrobou zariadení a môžeme vám poskytnúť profesionálne technické poradenstvo a návrhy na obstarávanie zariadení.
Po desaťročiach skúmania existujú dva typy plastových rúr s veľkým priemerom pre globálne námorné inžinierstvo: srovná extrudovaná rúrka s pevnou stenou a špirálovito vinutá rúrka steny.
1. Large priemer rovná extrudovaná tuhá stenová rúrka
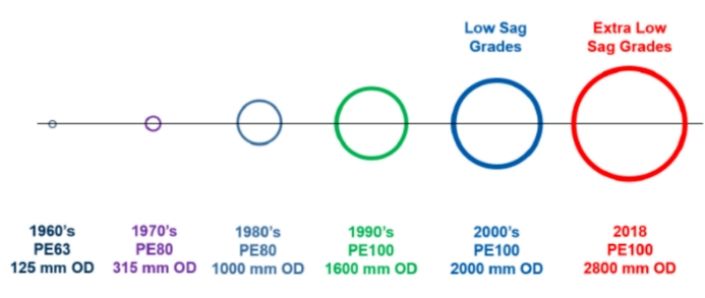
Termoplastická rúra začína priamou extrúziou z pevnej steny. Procesom je roztavenie plastu a jeho vytlačenie z prstencovej matrice a následné ochladenie na tvarovanie. V rozsahu malých a stredných priemerov väčšina plastových rúr používa priame extrudované rúry s pevnou stenou. Problém vytláčania hrubostenných rúr s veľkým priemerom však nebol v počiatočnom štádiu vyriešený. Dôvodom je, že roztavená hrubá stena vytlačená z vytláčacej hlavy rúry s veľkým priemerom hrubostennej rúry sa pred ochladením a tvarovaním javí ako „previsnutá“ vplyvom gravitácie, to znamená, že roztavená živica tečie po obvode z výšky nadol a vytvára vážna tenká stena hore a hrubá stena dole. Preto v počiatočnom štádiu môže metóda priamej extrúzie vyrábať iba tenkostenné plastové rúry s veľkým priemerom. Aplikácia je obmedzená na tenkostenné potrubia, ako sú „potrubie na príjem a odvod morskej vody“, „potrubie na odvod morskej vody“ a vložka na opravu a nemožno ju použiť na tlakové potrubia vyžadujúce malú hrúbku steny a pomer priemeru (SDR). V tomto storočí svet urobil veľa výskumov aexploration on the development and production of large-diameter plastic thick wall pipes. On the one hand, raw material enterprises continue to develop special resin for pipes with better comprehensive mechanical properties and sag resistance. The resin for high density polyethylene pipe has been improved from PE63 až PE80, PE100,PE100-RCa potom na „anti sag PE100“ (LS) „super anti sag PE100“ (XLS). Distribúciu molekulovej hmotnosti živice proti prehýbaniu možno upraviť tak, aby sa zvýšila viskozita pri nízkej šmykovej rýchlosti. Druhým je zlepšenie procesu vytláčania rúr a zariadení, ako je inovácia procesu chladenia po vytláčaní rúr (zvýšenie vnútorného chladenia atď.) a postupné zvyšovanie rozsahu hrúbky steny plastových rúr s veľkým priemerom v posledných rokoch.
Mechanická štruktúra priamej extrudovanej pevnej steny s veľkým priemerom je jednoduchá. Má svoje jedinečné výhody prenámornýstrojárstvo. Po prvé, je flexibilný. Po druhé, je možné nepretržite vyrábať 100 metrov dlhú extra dlhú rúru (XXL) a dopravovať ju na stavbu plávaním na vodnej hladine. Jedným z obmedzení rúr s priamym pretláčaním s veľkým priemerom s pevnou stenou je, že na dosiahnutie vysokej tuhosti je potrebná veľká hrúbka steny. Je použiteľný len pre nízkotlakové alebo beztlakové potrubia vyžadujúce vysokú prstencovú tuhosť. Po druhé, vyžaduje si to obrovskú a drahú výrobnú linku a pre rôzne špecifikácie sú potrebné rôzne doplnky. Preto sa sústreďuje v niekoľkých veľkých podnikoch na výrobu plastových rúr.
V súčasnosti je skupina pipelife vedúcim podnikom v oblasti priamych extrudovaných rúr s veľkým priemerom pre námorné inžinierstvo. Koncom minulého storočia postavila závod na pobreží nórskeho stathelle a začiatkom tohto storočia v roku 2004 dokončila slávny projekt vypúšťania do mora v Montpellier. Podľa štatistík bola životnosť potrubí v Európe, Afrike a Ázii od roku 2006 do roku 2015, 27 krajín Južnej Ameriky dokončilo 48 projektov inžinierstva plastových rúr s veľkým priemerom. V posledných rokoch je podnikom, ktorý aktívne rozvíja plastové rúrky s veľkým priemerom, je skupina AGRU. Jej závod na výrobu rúr XXL je novo postavený v Spojených štátoch. V posledných rokoch dosiahlo niekoľko podnikov vynikajúce úspechy vo vývoji rúr s priamym pretláčaním s veľkým priemerom, ako napríklad UPI (Union pipes industry) v Spojených arabských emirátoch,Firat v Turecku, ropovody IPEX v Austrálii atď.
2. špirálovito vinutá stenová rúrka
Špirálovo vinutá stenová rúrka je proces formovania rúrky navíjaním a vzájomným spájaním taveniny extrudovaných plastových profilov pozdĺž špirálovej línie. Účelom je vyhnúť sa ťažkostiam a obmedzeniam priameho pretláčania rúr s veľkým priemerom. Plastové rúry s veľkým priemerom je možné vyrábať pomocou menších extrudérov a podporných zariadení a môžu sa vytvárať rôzne konštrukčné steny, aby vyhovovali rôznym požiadavkám na pevnosť a tuhosť.
Po desaťročiach prieskumu a súťaženia sa široko používajú dva druhy špirálovo vinutých rúrok. Podľa čínskych národných noriem sa delí na konštrukčné stenové potrubie typu A a konštrukčné stenové potrubie typu B. Špirálovito vinutá rúrka typu A sa v Číne bežne nazýva „dvojitá rúrka s plochými dutými stenami“ a špirálovite vinutá rúrka typu B sa v Číne bežne nazýva „rúrka Clara“. V tomto dokumente sa budú nazývať „dvojitá plochá rúrka s dutou stenou“ a „štrukturálna stenová rúrka typu B“.
A.dvojitá plochá rúrka s dutou stenou
Rúrka s dvojitou plochou dutou stenou bola vyvinutá spoločnosťou Uponor infra (začlenená KWH) vo Fínsku v 80. rokoch minulého storočia a nazýva sa weholite. Základným procesom je vytlačenie pravouhlej dutej rúrky extrudérom, jej navinutie na skupinu valcových valcových hriadeľov, keď zostane ohybná a poloroztavená, vytlačenie roztaveného plastu medzi susedné pravouhlé duté rúrky, aby sa navzájom dokonale spojili a tvoria konštrukčné stenové potrubie s rovnými stenami v strede vnútornej a vonkajšej roviny. Navinutá rúrka sa nepretržite vytláča. Vnútorný a vonkajší povrch dvojitej rúrky s plochými dutými stenami sú hladké valcové povrchy a pozdĺžny rez je súvislá dutá konštrukcia podopretá rovnomerne rozmiestnenými vertikálnymi stenami.
Výhody dvojitej plochej rúrky s dutou stenou sú:
- LPlastová rúrka s veľkým priemerom môže byť vyrobená s relatívne ľahkým a ekonomickým zariadením a môže dosiahnuť vysokú kruhovú tuhosť. Je vhodný pre beztlakové alebo nízkotlakové drenážne potrubie.
- TDĺžka jedného úseku súvisle tvarovanej rúry môže dosiahnuť viac ako desať metrov (stenová rúra s konštrukciou vinutia typu B je obmedzená dĺžkou matrice, zvyčajne takmer 6 metrov na sekciu), čo vedie k zníženiu náklady na pripojenie časti potrubia.
Nevýhody dvojitej plochej rúrky s dutou stenou sú:
- TDutá stenová konštrukcia vytvorená fúziou jednovrstvovej pravouhlej dutej rúry má obmedzenú schopnosť znášať vnútorný tlak rúry, preto nie je vhodná pre vodovodné potrubie s vysokým tlakom.
- Bpretože koniec potrubia nie je pevnou stenou, nie je povolené zváranie na tupo a valcový povrch nie je pravidelný, nie je povolené hrdlové spojenie. Spoľahlivejšou metódou pripojenia je tavné zváranie v spoji s prenosným extrudérom.
Teraz Uponor infra a podniky, ktoré získali jej technologické licencie (hovorí sa, že ich je na svete viac ako 10). Takmer 40 výrobných liniek) tvorí komunitu výmeny a spolupráce a niektoré medzinárodné podniky nezávisle vyvíjajú podobné výrobné procesy.
Za 40 rokov od svojho vývoja sa dvojitá plochá dutá rúrka vyvinula v silnej konkurencii a preukázala svoje jedinečné výhody. V posledných rokoch bolo v Marine Engineering veľa úspešných prípadov, ako napr:
- V roku 2009 odber a odvod vody oCžiadosťGelektráreň Olfe vo FrancúzskuDN2,200 mm SN4 210m odvodnenie DN2,400 840 m
- V roku 2017 chladiaci systémDN/ID2,700 mm 2,025 m od NghiSnaRpetrochemický projekt rafinérie vo Vietname
- In 2020 pokládka DN 3,000 mm 880 m HDPE Dvojitý priepust s 12 konštrukčnými nástennými boxami bol použitý pre najhlbšiu podzemnú potrubnú sieť na svete
B.konštrukčné stenové potrubie
Štrukturálna stenová trubica typu B je polyolefínová konštrukčná stenová trubica vytvorená navíjaním a fúziou iniciovanou spoločnosťou krah v Nemecku v 80. rokoch 20. storočia. Základným procesom je špirálovité navíjanie viacvrstvových tavných polyolefínových pások a profilov na predhriaty valec s kovovým jadrom, čím sa vytvorí konštrukčná stenová rúrka. Zvyčajne je vnútorná stena navinutá niekoľkými vrstvami pásky, aby sa vytvorila pevná vrstva steny na dosiahnutie požadovanej pevnosti. Potom, podľa požiadaviek na tuhosť rúrkového krúžku, sa za tepla tavený polyolefínový okrúhly rúrkový materiál navinie von, aby sa vytvorila vonkajšia vrstva steny kruhovej rebrovej štruktúry. Hrdlo pre pripojenie je vyrobené navinutím a opracovaním na oboch koncoch rúrky (hrdlo je zapustené elektrickým vykurovacím drôtom), čím je možné realizovať hrdlové spojenie elektrického zvárania.
Tento proces môže produkovať rúry s veľkým priemerom so širokým rozsahom špecifikácií a výkonu (pevnosť vnútorného tlaku a tuhosť vonkajšieho tlaku) s relatívne ekonomickým vybavením. V súčasnosti spoločnosť krah a podniky, ktoré získali jej technologickú licenciu, údajne vytvorili komunitu výmeny a spolupráce s viac ako 50 spoločnosťami po celom svete a niektoré medzinárodné podniky nezávisle vyvíjajú podobné výrobné procesy.
The advantages of type B structural wall pipe are:
Súprava zariadení na báze kontinuálneho vytláčania taveniny a navíjania je vybavená jadrovými valcami a pomocnými zariadeniami s rôznymi priemermi, ktoré dokážu vyrábať rôzne rúry s rôznymi vnútornými priemermi, rôznou hrúbkou vnútornej steny (rôzna pevnosť vnútorného tlaku) a rôznym vonkajším kruhovým rebrom štruktúry (rôzna tuhosť odolnosti voči vonkajšiemu tlaku). Preto je možné vyrobiť tlakové prenosové potrubie s požiadavkami na pevnosť vnútorného tlaku a tiež je možné vyrobiť výtlačné potrubie so žiadnymi alebo nízkymi požiadavkami na odolnosť voči vnútornému tlaku a rôznymi požiadavkami na odolnosť voči vonkajšiemu tlaku. Môže tiež vyrábať veľmi hrubý rúrkový polotovar na rezanie tvaroviek rúr, ako je príruba. Pre výrobné podniky je výhodné splniť širokú škálu požiadaviek trhu s malými investíciami do vybavenia;
Používajú sa všetky polyolefínové plasty s odolnosťou proti korózii, nárazom, opotrebením, ľahkou fúziou a ľahkou špecifickou hmotnosťou. Je obzvlášť vhodný pre námorné inžinierstvo: môže plávať na morskej hladine alebo sa môže potopiť na morskom dne a visieť pod vodou pridaním betónovej závažia alebo naliatím malty do dutiny nosnej steny.
Zásuvkové pripojenie elektrofúzie je pohodlnejšie (najmä pre potrubia veľkého priemeru uložené na dne priekopy). Zváranie na tupo je možné aj pre hrubé vnútorné plné steny.
Flexibilný konštrukčný dizajn: ľahko dosiahnuteľný veľký priemer. V súčasnosti dosahuje maximálny priemer 4000 mm, čo je hlavné telo plastových rúrok nad 2000 mm vo svete; Je ľahké vyrobiť potrubie s veľkou hrúbkou steny a v skutočnosti neexistuje žiadne obmedzenie na stene potrubia; Je tiež ľahké dosiahnuť veľkú prstencovú tuhosť a môže byť navinutý a zvarený do viacvrstvových konštrukčných stien.
Nevýhody konštrukčných stenových rúr typu B sú:
Dá sa vyrábať len po častiach, čo je limitované dĺžkou hlavne jadra. Každá sekcia je zvyčajne 6 metrov dlhá, takže pracnosť pripojenia je veľká.
Krah, zakladateľ konštrukčných stenových rúr typu B, vždy na jednej strane neustále skúmal, vyvíjal a prestavoval a na druhej strane venoval pozornosť rozvoju trhu a spolupráci. Napríklad po rokoch skúmania a vývoja bol prijatý polyetylénový materiál vystužený sklenenými vláknami a ukázalo sa, že vyvinutý polyetylénový materiál PE-GF s krátkymi sklenenými vláknami má hodnotenie Mrs = 18 Mpa (1,8-násobok PE100) a vstúpil do ASTM. a normy DIN.
Krah urobil veľa pri vývoji aplikácie námorného inžinierstva. Na jednej strane robil technický výskum a publikoval monografie a výmeny. Na druhej strane neustále publikoval a uvádzal prípady úspešnej aplikácie veľkopriemerových plastových rúr v námornom strojárstve v rôznych krajinách.Ako napríklad:
- výrobný podnik 3000 dn 3900 m projektu vypúšťania do mora Lima v Peru v roku 2013; Dohoda o nákupe elektrickej energie v Španielsku a dohoda krah
- v roku 2014 bola morská voda v Spojených arabských emirátoch vypustená do výrobného podniku PP-B HM 2000 mm 36 km a 3000 mm 22 km:UPI-2015 Štokholmské prístavné vypúšťanie vo Švédsku: DN 3400, celková hrúbka steny 180 mm 135 m výrobný podnik Nemecko hengze Co., Ltd.
- 2018 Projekt odberu vody v Argentíne: plastová rúrka s najväčším praktickým priemerom na svete DN 3600 10 bar SD R17 hrúbka steny 220 mm. Výrobné podniky: Cara America Latinská Amerika
Odoslať dopyt


X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov